

1. Одржување на вентилот на портата
1.1 Главните технички параметри:
DN: NPS1"~ NPS28"
PN: CL150~CL2500
Материјал на главните делови: ASTM A216 WCB
Стебло-ASTM A276 410;Седиште-ASTM A276 410;
Лице за запечатување-VTION
1.2 Применливи кодови и стандарди: API 6A, API 6D
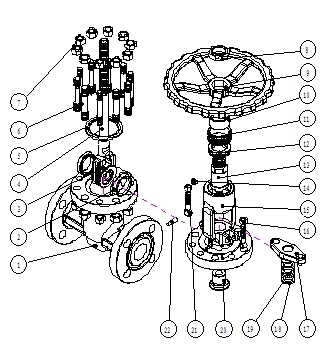
1.3 Структура на вентилот (види Сл.1)
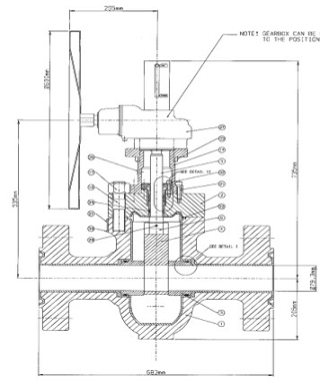
Сл.1 Вратен вентил
2. Инспекција и одржување
2.1: Инспекција на надворешната површина:
Проверете ја надворешната површина на вентилот за да проверите дали има оштетување, а потоа нумерирана;Направете рекорд.
2.2 Проверете ја лушпата и запечатувањето:
Проверете дали има некоја ситуација со истекување и направете евиденција за инспекција.
3. Расклопете го вентилот
Вентилот мора да се затвори пред да ги расклопите и олабавите завртките за поврзување.Треба да се избере соодветен неприлагодлив клуч до полабави завртки; Навртките лесно ќе се оштетат со прилагодлив клуч.
'Рѓосаните завртки и навртки мора да се натопени со керозин или течен отстранувач на 'рѓа;Проверете ја насоката на конецот на завртката и потоа извртувајте полека.Расклопените делови мора да бидат нумерирани, обележани и чувани во ред.Стеблото и дискот на вратата мора да се стават на заградата за да се избегне гребење.
3.1 Чистење
Проверете дали резервните делови се чистат меко со четка со керозин, бензин или средства за чистење.
По чистењето, проверете дали резервните делови немаат маснотии и 'рѓа.
3.2 Проверка на резервни делови.
Проверете ги сите резервни делови и направете запис.
Направете соодветен план за одржување според резултатот од инспекцијата.
4. Поправка на резервни делови
Поправете ги резервните делови според резултатот од инспекцијата и планот за одржување;заменете ги резервните делови со исти материјали доколку е потребно.
4.1 Поправка на портата:
①Поправка на Т-слотот: Заварувањето може да се користи при поправка на фрактура на Т-слотот, правилно изобличување на Т-слотот, заварување на двете страни со зајакнувачка шипка.Површинското заварување може да се користи за поправка на дното на Т-слотот.Со користење на термичка обработка по заварување со цел да се елиминира стресот и потоа користете PT пенетрација за проверка.
②Поправка на паднатите:
Испаднато значи празнина или сериозна дислокација помеѓу лицето за заптивање на портата и лицето за заптивање на седиштето.Ако падне паралелниот вентил на портата, може да ги завари горните и долните клинови, а потоа обработете мелење.
4.2 Поправка на заптивната површина
Главната причина за внатрешно истекување на вентилот е оштетувањето на запечатувањето на лицето.Ако оштетувањето е сериозно, потребно е заварување, обработка и мелење на заптивната површина.Ако не е сериозно, само мелење.Мелењето е главниот метод.
а.Основниот принцип на мелење:
Спојте ја површината на алатот за брусење заедно со работното парче.Вбризгувајте абразив во јазот помеѓу површините, а потоа поместете го алатот за мелење за мелење.
б.Мелење на заптивната страна на портата:
Режим на мелење: работа со рачен режим
Намачкајте го рамномерно абразивот на плочата, ставете го работното парче на плочата и потоа ротирајте додека мелете во права или линија „8“.
4.3 Поправка на стеблото
а.Доколку некоја гребнатинка на заптивната површина на стеблото или груба површина не може да одговара на стандардот за дизајн, заптивната површина треба да се поправи.Методи за поправка: рамно мелење, кружно мелење, мелење со газа, машинско мелење и мелење со конус.
б.Ако стеблото на вентилот е свиткано > 3%, обработете го третманот со зацрвстувањето со машина за мелење во центарот за да се уверите дека површината е завршна обработка и откривање на пукнатини.Методи на зацрвстувањето: зацрвстувањето со статички притисок, ладно зацрвстувањето и зацрвстувањето со топлина.
в.Поправка на главата на стеблото
Главата на стеблото означува делови од стеблото (стеблеста сфера, врвот на стеблото, горниот клин, поврзувачкото корито итн.) поврзани со делови што се отвораат и затвораат.Методи за поправка: сечење, заварување, вметнување прстен, вметнување приклучок итн.
г.Ако не може да ги исполни барањата за инспекција, мора да се репродуцира со истиот материјал.
4.4 Ако има некакво оштетување на површината на прирабницата од двете страни на телото, мора да се обработи обработка за да одговара на стандардните барања.
4.5 Двете страни на RJ поврзувањето на телото, доколку не можат да одговараат на стандардните барања по поправката, мора да се заварат.
4.6 Замена на делови за носење
Деловите за носење вклучуваат заптивка, пакување, О-прстен итн. Подгответе делови за носење според барањата за одржување и направете евиденција.
5. Склопување и инсталирање
5.1 Подготовки: Подгответе поправени резервни делови, дихтунзи, пакување, алатки за инсталација.Ставете ги сите делови во ред;не легнувај на земја.
5.2 Проверка на чистење: Исчистете ги резервните делови (прицврстувач, заптивка, стебло, навртка, тело, хауба, јарем итн.) со керозин, бензин или средство за чистење.Погрижете се да нема маснотии и 'рѓа.
5.3 Инсталација:
Најпрво, проверете го вдлабнувањето на стеблото и лицето за заптивање на портата, потврдете ја ситуацијата на поврзување;
Исчистете го, избришете го телото, хаубата, портата, заптивната површина за да останете чисти. Поставете ги резервните делови во ред и затегнете ги завртките симетрично.
Време на објавување: мај-19-2022 година